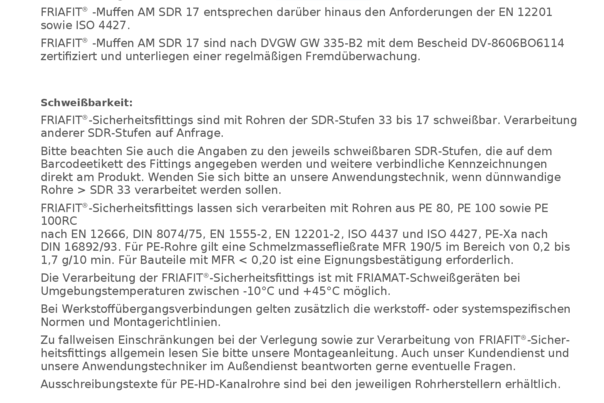
Muffe ohne Anschlag, SDR 17
Muffe ohne Anschlag AM, SDR 17
- Zur Verbindung von Wasser- und Abwasser-Rohrleitungen aus PE-HD
- Material: PE 100-RC bis d 225, PE 100 ab d 250
- Safety Technology
- Zur Verarbeitung ohne Haltevorrichtungen
- Mit Stiftindikator zur visuellen Kontrolle der Schweißung
- DVGW-Prüfzeichen: DV-8606BO6114 (d 110 - d 225)
Hinweis:
Für die Montage auf Close-Fit-Linern wenden Sie sich bitte an unsere Hotline.


PE 100-RC / PE 100 SDR 17
Maximal zulässiger Betriebsdruck 10 bar (Wasser/Abwasser)

| Artikel | d | SDR Bereich | D | L | t | Gewicht [kg] | VE | PE | |
|---|---|---|---|---|---|---|---|---|---|
| 680001 | 110 | 17 - 33 | 130 | 160 | 80 | 0,540 | 24 | 192 | |
| 680013 | 125 | 17 - 33 | 146 | 160 | 80 | 0,630 | 22 | 176 | |
| 680002 | 160 | 17 - 33 | 184 | 180 | 90 | 1,100 | 12 | 96 | |
| 680003 | 180 | 17 - 33 | 207 | 180 | 90 | 1,320 | 8 | 64 | |
| 680004 | 200 | 17 - 33 | 236 | 180 | 90 | 2,070 | 1 | 75 | |
| 680005 | 225 | 17 - 33 | 263 | 200 | 100 | 2,760 | 1 | 52 | |
| 680006 | 250 | 17 - 33 | 282 | 220 | 110 | 2,200 | 1 | 44 | |
| 680007 | 280 | 17 - 33 | 316 | 220 | 110 | 3,700 | 1 | 32 | |
| 680008 | 315 | 17 - 33 | 355 | 220 | 110 | 4,750 | 1 | 24 | |
| 680009 | 355 | 17 - 33 | 400 | 220 | 110 | 5,900 | 1 | 24 | |
| 680010 | 400 | 17 - 33 | 450 | 220 | 110 | 7,400 | 1 | 12 | |
| 680011 | 450 | 17 - 33 | 506 | 270 | 135 | 11,310 | 1 | 6 | |
| 1 | 680012 | 500 | 17 - 33 | 562 | 270 | 135 | 14,750 | 1 | 4 |
Kanalrohrsysteme stellen hochwertige Wirtschaftsgüter dar, deren Wert es lange zu erhalten gilt. Steigende Anforderungen an die öffentliche Kanalisation erfordern Werkstoffe, die diese Voraussetzungen erfüllen. Mit dem FRIAFIT-Abwassersystem aus PE-HD werden seit vielen Jahren PE-HD Kanalrohre dicht, längskraftschlüssig und wurzelfest geschweißt.
EINSATZBEREICHE
Die FRIAFIT-Muffe AM wird eingesetzt zur dichten, längskraftschlüssigen Verbindung von PE-HD Rohren in Strecke.
Zusätzliche Einsatzbereiche sind:
- Einbindung von Passstücken in eine bestehende Leitung.
- Anschluss an Leitungen mit Fest- oder Zwangspunkten.
- Armierung/Abdichtung von lokalen Rohrbeschädigungen.
VERARBEITUNGSHINWEISE
Die Verbindung der Rohre mit FRIAFIT-Muffen erfolgt durch Schweißen – dicht und längskraftschlüssig.
Die Rohrenden werden nach den allgemeinen Montageanforderungen (siehe ”Montageanleitung FRIAFIT-Abwassersystem") vorbereitet (Oxidhaut entfernen/ reinigen).
Um einen größeren Ringspalt (>1 mm, max. 3 mm) zwischen Muffe und Rohr zu kompensieren, wird ab d 560 ein Vorwärmbarcode verwendet (siehe Hinweis in der Verpackung).
Für das Entfernen der Oxidschicht stehen FWSG-Schälgeräte zur Verfügung, die einen gleichmäßigen Spanabtrag und eine reproduzierbare Qualität der Schweißflächenvorbereitung ermöglichen.
Gute Gründe für die FRIAFIT Muffe AM:
- Sichert dichte, längskraftschlüssige und wurzelfeste Verbindung
- Freiliegende, fest verankerte Heizwendel zur direkten Wärmeübertragung auf das Rohr
- Große Muffentiefe für gute Rohrführung (keine Haltevorrichtungen notwendig)
- Extra breite Schweißzonen, extra große Einstecktiefen
- Kurze Schweißzeiten, kurze Abkühlzeiten
- Kalte Zonen an den Stirnseiten und in der Muffenmitte
- Auslegung als Überschiebmuffe ohne Anschlag in der Muffenmitte
- Mit Schweißindikatoren zur visuellen Kontrolle der Schweißung
- Ab d 250: Fitting-Außenarmierung verhindert Muffenausdehnung während der Schweißung
- Ab d 560: Vorwärmtechnik für optimale Spaltüberbrückung
- Strichcode zur vollautomatischen Schweißung mit PE-HD Rohren von SDR 33 bis SDR 17 unter Berücksichtigung der Umgebungstemperatur (Temperaturkompensation)
- Strichcodierung für die automatische Bauteilrückverfolgbarkeit (Traceability)
Downloads

 get_app
get_app
 get_app
get_app